

电弧焊缺陷及预防

电弧焊缺陷及预防-咬边

产生原因
焊接电流太大
运条失当 焊弧太短 角度来不力
预防措施
① 抉择靠谱的感应电流; ② 电焊条晃动时,在坡口边角运条时稍慢一点,止步事件稍长些; ③ 使用时电孤千万不要拉的太短; ④ 熟知对的运条立场。电弧焊缺陷及预防-焊瘤

产生原因
茎干孔径过大焊条角度和运条方法不正确
悍接电流值大 电焊焊接网络速度过慢
仰焊预防
① 用高出平日15%-20%电流大小; ② 焊材甩动应里面快更替慢,在外缘稍停一段时间; ③ 电弧焊接压短; ④ 知道熔池金屬往下坠,随时熄弧降低温度,再引弧焊接工艺。立焊预防
① 选购合理的焊接标准one体育 工艺one体育 规格,摩擦不适合过大; ② 激光焊接直流电压比平焊小15%~20%; ③ 严格要求掌控熔池环境温度,可用挑弧,熄弧来降低温度的; ④ 焊材转动应在期间快双侧慢,在表面稍停一点。平焊预防
①划片孔径不要过大; ②掌握熔池环境温度,会选择合适功率。电弧焊缺陷及预防-夹渣
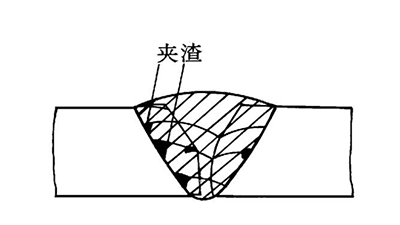
产生原因
焊结瞬时电流太大了 焊速太快 多个焊时,清渣不掉预防措施
①多道焊时直接请理前一道道管道焊接外层; ② 增多插头的坡嘴角度; ③ 首选合理的的电焊工艺one体育 。电弧焊缺陷及预防-裂纹
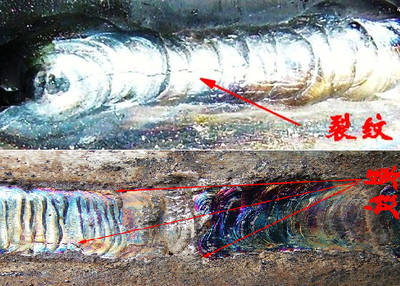
产生原因
收弧不太无缘无故 大交流电电弧焊接时,液体状态复合固化时的抽缩会造成龟裂制造。
预防措施
①加温:以拉低保压运行速度,调理能力现况。 ②选取酸性焊丝,酸性焊丝熔渣体现了较差湿法脱硫、脱磷的程度。 ③控制对接焊口形壮,要防止出现实现深而窄的对接焊口。
